The decision between induction pipe bending machines and cold bending methods represents one of the most critical equipment specification choices for precision fabrication operations. This choice directly impacts production capabilities, material integrity, dimensional accuracy, and ultimately project success. Understanding the fundamental differences, applications, and limitations of each approach enables engineering managers to specify the optimal solution for their specific requirements.
Fundamental Process Differences
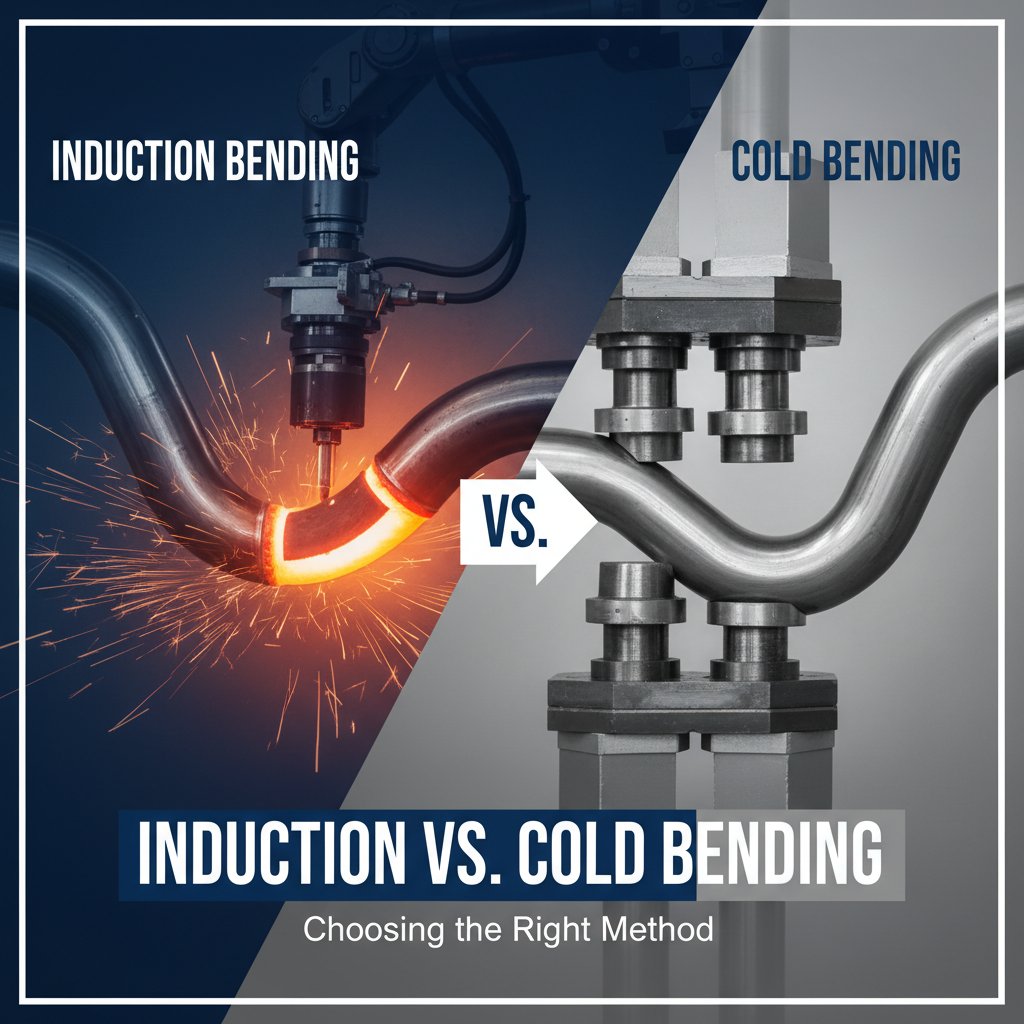
Induction bending applies localized heat through electromagnetic induction to a narrow band of pipe material while mechanically advancing the pipe through a forming arm. This controlled heating raises the material temperature to approximately 1,600-2,200°F, depending on alloy composition, making it plastic enough to bend without requiring excessive force. The heated zone moves progressively along the pipe length, creating smooth, consistent bends without wrinkles or excessive thinning.
Cold bending, conversely, deforms pipe material at ambient temperature using mechanical force alone. Rotary draw bending—the most common cold method—pulls pipe around a fixed radius die while a wiper die prevents wrinkling on the inside radius. This process works exceptionally well for specific applications but faces inherent limitations as pipe diameter, wall thickness, and bend radius requirements increase.
When Induction Bending Becomes Essential
Heavy Wall Pipe Bending Applications
Induction pipe bending machines excel when wall thickness exceeds the practical limits of cold forming. For pipes with wall-to-diameter ratios above 0.15, cold bending requires enormous mechanical force that can compromise material integrity and dimensional accuracy. Heavy wall pipe bending for pressure vessels, petrochemical processing units, and offshore platform piping routinely requires induction methods to maintain wall thickness uniformity and avoid microfractures.
The petroleum refining industry frequently specifies induction bending for Schedule 80 and Schedule 160 pipe in diameters from 2 to 56 inches. These applications demand bend radii as tight as 1.5D (1.5 times diameter) while maintaining wall thickness within ±10% of nominal specifications—a requirement that proves nearly impossible with cold bending methods on larger diameters.
Large Diameter Requirements
As an industrial pipe bending equipment manufacturer serving aerospace and energy sectors, specifications for pipe diameters exceeding 8 inches increasingly favor induction methods. Cold bending equipment capable of handling 24-inch diameter pipe requires massive mechanical systems, substantial floor space, and generates enormous stress on both equipment and material.
Induction bending machines handle diameters up to 56 inches with relative ease, making them indispensable for pipeline construction, offshore platform fabrication, and power generation facilities. The localized heating approach requires significantly less mechanical force, reducing equipment footprint while improving dimensional control.
Tight Radius Bends in Large Pipe
When project specifications demand bend radii below 3D in pipes larger than 6 inches, induction bending often becomes the only viable option. Cold bending tight radii in large diameter pipe creates excessive thinning on the extrados (outside radius) and wrinkling on the intrados (inside radius). The heated zone in induction bending allows material to flow plastically, redistributing wall thickness more uniformly throughout the bend.
Aerospace ground support equipment and launch pad fuel delivery systems exemplify applications requiring precision pipe bending with tight radii in large diameters. These projects demand dimensional accuracy within ±0.125 inches over 20-foot sections while maintaining full material traceability and pressure rating certifications.
Where Cold Bending Maintains Advantages
Thin Wall Tube Applications
Cold bending methods dominate when working with thin-wall tubing where wall-to-diameter ratios fall below 0.05. Instrumentation tubing, hydraulic lines, and automotive exhaust systems typically use rotary draw bending to achieve excellent surface finish and dimensional repeatability without introducing heat-affected zones.
The absence of thermal input preserves work hardening from cold drawing processes, maintaining strength characteristics essential for high-pressure hydraulic systems. Medical device manufacturing and semiconductor fabrication equipment rely heavily on cold bent tubing for ultra-clean process lines where surface oxidation from heating proves unacceptable.
High Volume Production Runs
When production quantities exceed several hundred pieces with consistent geometry, cold bending equipment offers cycle time advantages. A rotary draw bender completes typical bends in 15-45 seconds, while induction bending requires 2-5 minutes per bend depending on diameter and bend angle. This speed differential makes cold bending economically superior for automotive exhaust components, furniture frames, and HVAC ductwork.
Small Diameter Precision Work
Pipe and tube diameters below 2 inches generally favor cold bending methods. The precision tooling available for rotary draw bending produces exceptional repeatability in small diameters, with centerline radius accuracy within ±0.010 inches. Aerospace hydraulic systems, aircraft environmental control systems, and precision instrumentation assemblies routinely specify cold bent tubing for these characteristics.
Material Considerations Drive Method Selection
Metallurgical Impact
Induction bending creates a heat-affected zone requiring consideration of metallurgical changes. Austenitic stainless steels (304, 316) generally tolerate induction bending exceptionally well, while maintaining corrosion resistance and mechanical properties. Carbon steels require post-bend heat treatment for stress relief in critical applications, particularly when operating temperatures will exceed 400°F.
Exotic alloys including Inconel, Hastelloy, and titanium demand precise temperature control during induction bending. As a precision pipe bending manufacturer serving aerospace and defense contractors, material certifications and documented heat treatment procedures become essential deliverables. Cold bending eliminates heat-affected zone concerns but may work-harden certain alloys beyond acceptable limits.
High-Strength Alloys
Duplex stainless steels, high-strength low-alloy steels, and precipitation-hardened materials present challenges for both methods. Cold bending these materials risks springback unpredictability and potential cracking, while induction bending requires careful temperature monitoring to avoid grain growth or phase transformation issues.
Oil and gas production platforms increasingly specify super duplex stainless steels (2507, 2205) for seawater and sour gas service. These materials demand induction bending with controlled heating rates, specific peak temperatures between 1,850-2,050°F, and defined cooling rates to maintain the balanced ferrite-austenite microstructure essential for corrosion resistance.
Economic Analysis Framework
Equipment Investment Considerations
Cold bending equipment investment ranges from $50,000 for basic manual machines to $500,000 for CNC-controlled production systems. Tooling costs add substantially—custom mandrels, wiper dies, and clamp dies for each diameter and radius combination can total $15,000-$40,000 per configuration.
Induction pipe bending machines represent higher initial investment, typically $400,000-$2,000,000 depending on capacity and automation level. However, tooling costs remain significantly lower since the process uses simple forming arms rather than complex die sets. For job shops handling diverse diameters and materials, this tooling flexibility often justifies the equipment premium.
Production Volume Break-Even
Operations producing fewer than 200 bends annually in varying configurations typically favor induction bending’s tooling flexibility. High-volume manufacturers exceeding 5,000 identical bends annually usually achieve better unit economics with dedicated cold bending tooling despite higher initial tooling investment.
Quality and Inspection Considerations
Induction bent pipe typically exhibits ovality (out-of-roundness) between 2-5% depending on bend radius and diameter. Cold bent pipe achieves tighter ovality control, often under 2%, due to internal mandrel support during forming. However, wall thickness distribution frequently proves superior with induction methods, particularly in heavy-wall applications.
Dimensional inspection requirements differ significantly between methods. Cold bent components may require extensive mandrel witness documentation and wiper die wear monitoring. Induction bent pipe demands heat treatment documentation, temperature profile verification, and potential post-bend stress relief certification for code compliance.
Application Decision Matrix
Specify induction bending when projects involve:
- Pipe diameters exceeding 8 inches with wall thickness above Schedule 40
- Bend radii tighter than 3D in pipes larger than 6 inches
- Heavy wall applications where wall-to-diameter ratio exceeds 0.15
- Low to medium production volumes with varying specifications
- Materials requiring controlled thermal processing (certain duplex stainless steels)
- Code-required post-bend heat treatment regardless of bending method
Specify cold bending when requirements include:
- Thin-wall tubing below 0.188-inch wall thickness
- Diameters under 4 inches requiring tight dimensional tolerances
- High-volume production exceeding 1,000 identical pieces annually
- Materials where heat-affected zones compromise performance
- Surface finish requirements prohibiting oxidation or scale formation
- Applications where work hardening provides beneficial strength increases
Frequently Asked Questions
Can induction bending achieve the same dimensional accuracy as cold bending?
Modern CNC-controlled induction pipe bending machines achieve centerline radius accuracy within ±1% and angular accuracy within ±0.5 degrees, comparable to cold bending in most industrial applications. Wall thickness uniformity often proves superior with induction methods for heavy-wall pipe. However, cold bending maintains advantages for ovality control in thin-wall applications.
Does induction bending weaken the pipe material?
Properly executed induction bending with appropriate post-bend heat treatment maintains material properties equivalent to the parent pipe. The localized heating and controlled cooling actually stress-relieves the bend area. Critical applications require post-bend solution annealing or normalizing to restore original material properties, which reputable pipe bending machine manufacturers include in their process specifications.
What minimum bend radius can each method achieve?
Cold bending typically achieves minimum radii of 2.5-3D depending on material and diameter. Induction bending routinely produces 1.5D bends and can achieve 1.0D in specialized applications with appropriate tooling and process controls. The heated zone allows tighter radii without the wrinkling and excessive thinning that limits cold bending.
Partner With Proven Expertise
Selecting between induction and cold bending methods requires balancing technical requirements, production volumes, material characteristics, and economic considerations. Since 1988, Hines Bending Systems has engineered precision bending solutions for NASA, defense contractors, and Fortune 500 manufacturers requiring uncompromising quality and American-made reliability. Our engineering team provides application analysis, process validation, and ongoing technical support to ensure your bending specification delivers optimal results. Contact our technical specialists to discuss your specific requirements and discover why leading manufacturers trust Hines for their most demanding bending applications.